Gamybai pereinant prie aukščiausios klasės transformacijos, sparčiai vystantis švarios energijos, puslaidininkių ir fotovoltinių įrenginių pramonei, didėjant deimantinių įrankių efektyvumui ir didelio tikslumo apdorojimo galimybėms, didėja jų paklausa, tačiau dirbtiniai deimantų milteliai, kaip svarbiausia žaliava, neturi stiprios deimantų matricos laikymo jėgos, todėl karbido įrankio tarnavimo laikas nėra ilgas. Siekdama išspręsti šias problemas, pramonėje metalinės medžiagos paprastai dengiamos deimantų milteliais, siekiant pagerinti paviršiaus savybes, padidinti patvarumą ir pagerinti bendrą įrankio kokybę.
Deimantinių miltelių paviršiaus dengimo metodas yra įvairesnis, įskaitant cheminį dengimą, galvanizavimą, magnetroninį purškimą, vakuuminį garinimą, karšto sprogimo reakciją ir kt., įskaitant cheminį dengimą ir dengimą brandžiu procesu, vienodą dengimą, leidžiantį tiksliai kontroliuoti dangos sudėtį ir storį, individualiai pritaikytos dangos privalumai tapo dviem dažniausiai naudojamomis technologijomis pramonėje.
1. cheminis dengimas
Deimantinio miltelinio dengimo metu apdoroti deimantiniai milteliai įdedami į cheminio dengimo tirpalą, o metalo jonai nusėda dengimo tirpale veikiant cheminio dengimo tirpale esančiam reduktoriui, suformuojant tankią metalinę dangą. Šiuo metu plačiausiai naudojamas deimantinis cheminis dengimas yra cheminis nikelio dengimas – fosforo (Ni-P) dvejetainis lydinys paprastai vadinamas cheminiu nikelio dengimu.
01 Cheminio nikelio dengimo tirpalo sudėtis
Cheminio dengimo tirpalo sudėtis turi lemiamą įtaką cheminės reakcijos sklandžiam eigai, stabilumui ir dangos kokybei. Paprastai jame yra pagrindinės druskos, reduktoriaus, komplekso darytojo, buferio, stabilizatoriaus, greitintuvo, paviršinio aktyvumo medžiagos ir kitų komponentų. Kiekvieno komponento proporcijas reikia kruopščiai koreguoti, kad būtų pasiektas geriausias dangos efektas.
1, pagrindinė druska: paprastai nikelio sulfatas, nikelio chloridas, nikelio aminosulfonrūgštis, nikelio karbonatas ir kt., jos pagrindinis vaidmuo yra nikelio šaltinis.
2. Reduktorius: jis daugiausia tiekia atominį vandenilį, redukuoja Ni2+ dengimo tirpale į Ni ir nusodina jį ant deimanto dalelių paviršiaus, o deimantas yra svarbiausias dengimo tirpalo komponentas. Pramonėje kaip reduktorius daugiausia naudojamas antrinis natrio fosfatas, pasižymintis stipriu redukciniu gebėjimu, maža kaina ir geru dengimo stabilumu. Redukcijos sistema gali atlikti cheminį dengimą žemoje ir aukštoje temperatūroje.
3, kompleksinis agentas: dengimo tirpalas gali sukelti kritulius, pagerinti dengimo tirpalo stabilumą, pailginti dengimo tirpalo tarnavimo laiką, pagerinti nikelio nusodinimo greitį, pagerinti dengimo sluoksnio kokybę, paprastai naudoti sukcinino rūgštį, citrinų rūgštį, pieno rūgštį ir kitas organines rūgštis bei jų druskas.
4. Kiti komponentai: stabilizatorius gali slopinti dengimo tirpalo skaidymąsi, tačiau kadangi jis paveiks cheminės dengimo reakcijos atsiradimą, jį reikia naudoti saikingai; buferis cheminės nikelio dengimo reakcijos metu gali išskirti H+, kad būtų užtikrintas nuolatinis pH stabilumas; paviršinio aktyvumo medžiaga gali sumažinti dangos poringumą.
02 Cheminis nikelio dengimo procesas
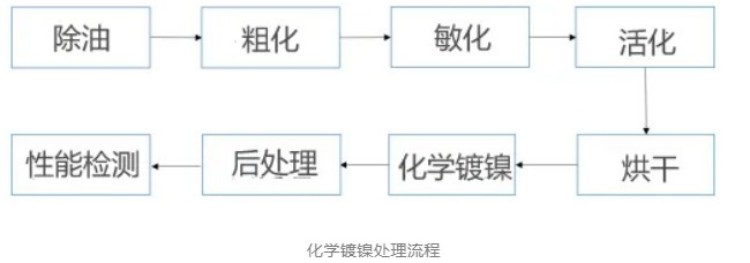
Cheminis natrio hipofosfato sistemos dengimas reikalauja, kad matrica pasižymėtų tam tikru kataliziniu aktyvumu, o pats deimanto paviršius neturi katalizinio aktyvumo centro, todėl prieš cheminį dengimą deimantų milteliais jį reikia iš anksto apdoroti. Tradicinis cheminio dengimo išankstinio apdorojimo metodas yra alyvos pašalinimas, rupinimas, sensibilizavimas ir aktyvinimas.
(1) Alyvos šalinimas, šiurkštinimas: alyvos šalinimas daugiausia skirtas pašalinti alyvą, dėmes ir kitus organinius teršalus nuo deimantų miltelių paviršiaus, siekiant užtikrinti glaudų prigludimą ir gerą vėlesnio padengimo kokybę. Šiurkštinimas gali suformuoti nedidelius įdubimus ir įtrūkimus deimanto paviršiuje, padidinti deimanto paviršiaus šiurkštumą, o tai ne tik skatina metalo jonų adsorbciją šioje vietoje, palengvina vėlesnį cheminį dengimą ir galvanizavimą, bet ir sudaro laiptus deimanto paviršiuje, sudarant palankias sąlygas cheminio dengimo arba galvanizavimo metalo nusodinimo sluoksnio augimui.
Paprastai alyvos šalinimo etape kaip alyvos šalinimo tirpalas naudojamas NaOH ir kitas šarminis tirpalas, o rupinimo etape azoto rūgšties ir kito rūgšties tirpalas naudojamas kaip neapdorotas cheminis tirpalas deimanto paviršiui ėsdinti. Be to, šias dvi jungtis reikia naudoti su ultragarsiniu valymo įrenginiu, kuris padeda pagerinti deimantų miltelių alyvos šalinimo ir rupinimo efektyvumą, sutaupyti laiko alyvos šalinimo ir rupinimo procese bei užtikrinti alyvos šalinimo ir rupinimo efektą.
(2) Jautrinimas ir aktyvinimas: jautrinimo ir aktyvinimo procesas yra svarbiausias viso cheminio dengimo proceso etapas, tiesiogiai susijęs su tuo, ar galima atlikti cheminį dengimą. Jautrinimas – tai lengvai oksiduojamų medžiagų, neturinčių autokatalizinio gebėjimo, adsorbcija deimantų miltelių paviršiuje. Aktyvinimas – tai hipofosforo rūgšties ir kataliziškai aktyvių metalų jonų (pvz., paladžio) oksidacijos adsorbcija nikelio dalelių redukcijoje, siekiant pagreitinti dangos nusėdimo ant deimantų miltelių paviršiaus greitį.
Apskritai, jautrinimo ir aktyvinimo apdorojimo laikas yra per trumpas, deimanto paviršiaus metalo paladžio taškų susidarymas yra mažesnis, dangos adsorbcija yra nepakankama, dangos sluoksnis lengvai nukrenta arba sunku suformuoti visą dangą, o apdorojimo laikas yra per ilgas, todėl paladžio taškų taškai bus švaistomi, todėl geriausias laikas jautrinimo ir aktyvinimo apdorojimui yra 20–30 min.
(3) Cheminis nikelio dengimas: cheminio nikelio dengimo procesui įtakos turi ne tik dengimo tirpalo sudėtis, bet ir dengimo tirpalo temperatūra bei pH vertė. Tradicinio aukšto temperatūros cheminio nikelio dengimo metu bendra temperatūra yra 80–85 ℃, todėl aukštesnė nei 85 ℃ temperatūra lengvai sukelia dengimo tirpalo skaidymąsi, o žemesnėje nei 85 ℃ temperatūroje reakcijos greitis didėja. Didėjant pH, dangos nusodinimo greitis didės, tačiau pH taip pat sukels nikelio druskos nuosėdų susidarymą, kuris slopina cheminės reakcijos greitį. Todėl cheminio nikelio dengimo procese optimizuojama cheminio dengimo tirpalo sudėtis ir santykis, cheminio dengimo proceso sąlygos, kontroliuojamas cheminio dengimo nusodinimo greitis, dangos tankis, dangos atsparumas korozijai, dengimo tankio metodas ir deimantų miltelių padengimas, siekiant patenkinti pramonės plėtros poreikius.
Be to, vienu sluoksniu gali nepasiekti idealaus dangos storio, gali atsirasti burbuliukų, skylučių ir kitų defektų, todėl, siekiant pagerinti dangos kokybę ir padidinti padengtų deimantų miltelių sklaidą, galima padengti kelis kartus.
2. elektro nikelio dengimas
Dėl fosforo buvimo dangos sluoksnyje po deimantų cheminio nikelio dengimo, jis prastai praleidžia elektrą, o tai turi įtakos deimantinio įrankio smėlio įkrovimo procesui (deimanto dalelių tvirtinimo prie matricos paviršiaus procesui), todėl nikelio dengimui gali būti naudojamas dengimo sluoksnis be fosforo. Specifinė operacija yra tokia: deimantų milteliai įdedami į nikelio jonų turintį dengimo tirpalą, deimanto dalelės kontaktuoja su neigiamo krūvio elektrodu ir patenka į katodą, nikelio metalo blokas panardinamas į dengimo tirpalą ir sujungiamas su teigiamu krūvio elektrodu, kad taptų anodu. Elektrolizės būdu laisvieji nikelio jonai dangos tirpale redukuojami į atomus deimanto paviršiuje, o atomai įauga į dangą.

01 Dengimo tirpalo sudėtis
Kaip ir cheminio dengimo tirpalas, galvanizavimo tirpalas daugiausia aprūpina reikiamais metalo jonais galvanizavimo procesui ir kontroliuoja nikelio nusodinimo procesą, kad būtų gauta reikiama metalo danga. Jo pagrindiniai komponentai yra pagrindinė druska, anodo aktyvusis agentas, buferinis agentas, priedai ir kt.
(1) Pagrindinė druska: daugiausia naudojamas nikelio sulfatas, nikelio amino sulfonatas ir kt. Paprastai kuo didesnė pagrindinės druskos koncentracija, tuo greitesnė difuzija dengimo tirpale, tuo didesnis srovės efektyvumas, metalo nusodinimo greitis, tačiau dangos grūdeliai taps šiurkštūs, o pagrindinės druskos koncentracijos sumažėjimas – dangos laidumo sumažėjimas ir jos kontrolė taps sudėtingesnė.
(2) Anodo aktyvusis agentas: kadangi anodas lengvai pasivuoja, jo laidumas yra prastas, tai turi įtakos srovės pasiskirstymo tolygumui, todėl norint skatinti anodo aktyvavimą ir pagerinti anodo pasyvavimo srovės tankį, reikia pridėti nikelio chlorido, natrio chlorido ir kitų agentų kaip anodinio aktyvatoriaus.
(3) Buferis: kaip ir cheminio dengimo tirpalas, buferis gali palaikyti santykinį dengimo tirpalo ir katodo pH stabilumą, kad jis galėtų svyruoti leistinose galvanizavimo proceso ribose. Įprasti buferiai yra boro rūgštis, acto rūgštis, natrio bikarbonatas ir kt.
(4) Kiti priedai: atsižvelgiant į dangos reikalavimus, įpilkite reikiamą kiekį ryškios medžiagos, lyginimo medžiagos, drėkiklio ir įvairių medžiagų bei kitų priedų, kad pagerintumėte dangos kokybę.
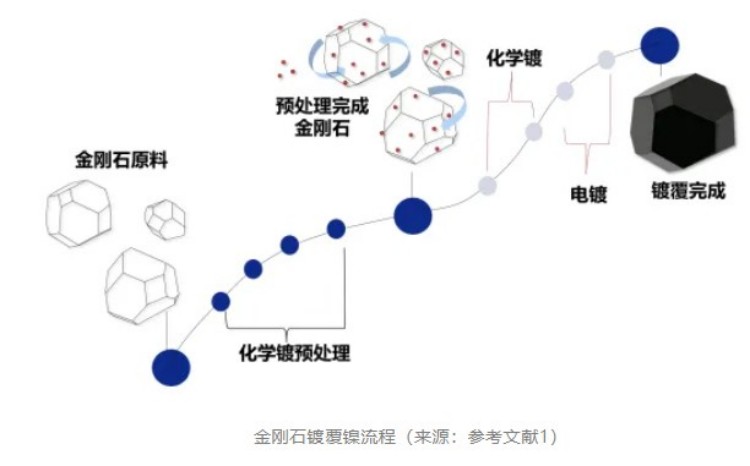
02 Deimantinis galvanizuoto nikelio srautas
1. išankstinis apdorojimas prieš dengimą: deimantas dažnai nėra laidus, todėl jį reikia padengti metalo sluoksniu kitais dengimo procesais. Cheminis dengimo metodas dažnai naudojamas metalo sluoksniui iš anksto padengti ir sustorinti, todėl cheminės dangos kokybė tam tikru mastu paveiks dengimo sluoksnio kokybę. Apskritai fosforo kiekis dangoje po cheminio dengimo daro didelę įtaką dangos kokybei, o didelio fosforo danga pasižymi santykinai geresniu atsparumu korozijai rūgštinėje aplinkoje, dangos paviršius turi daugiau iškilimų, didelį paviršiaus šiurkštumą ir neturi magnetinių savybių; vidutinio fosforo danga pasižymi ir atsparumu korozijai, ir dilimui; mažo fosforo danga pasižymi santykinai geresniu laidumu.
Be to, kuo mažesnis deimantų miltelių dalelių dydis, tuo didesnis savitasis paviršiaus plotas. Dengiant, jie lengvai plaukioja dengimo tirpale, sukels nuotėkį, dengimą, palaido sluoksnio reiškinį. Prieš dengiant reikia kontroliuoti fosforo kiekį ir dangos kokybę, kontroliuoti deimantų miltelių laidumą ir tankį, kad milteliai būtų lengvai plaukiojantys.
2. Nikeliavimas: šiuo metu deimantų miltelių dengimas dažnai atliekamas valcavimo būdu, t. y. į buteliuką įpilama reikiamas kiekis galvanizavimo tirpalo, į galvanizavimo tirpalą įpilama tam tikras kiekis dirbtinių deimantų miltelių, o buteliukas sukasi ir deimantų milteliai rieda buteliuke. Tuo pačiu metu teigiamas elektrodas sujungiamas su nikelio bloku, o neigiamas elektrodas – su dirbtinių deimantų milteliais. Veikiant elektriniam laukui, dengimo tirpale esantys laisvi nikelio jonai ant dirbtinių deimantų miltelių paviršiaus sudaro metalinį nikelį. Tačiau šis metodas turi mažo dengimo efektyvumo ir netolygaus padengimo problemų, todėl atsirado sukamojo elektrodo metodas.
Sukamojo elektrodo metodas – tai katodo sukimas deimantų miltelių dengimo metu. Tokiu būdu galima padidinti elektrodo ir deimanto dalelių sąlyčio plotą, padidinti dalelių laidumą vienodai, pagerinti dengimo netolygumą ir padidinti deimantų nikelio dengimo gamybos efektyvumą.
trumpa santrauka
Deimantiniai mikromilteliai, kaip pagrindinė deimantinių įrankių žaliava, yra svarbi priemonė, padedanti pagerinti matricos valdymo jėgą ir pailginti įrankių tarnavimo laiką. Siekiant pagerinti deimantinių įrankių smėlio įkrovimo greitį, ant jų paviršiaus paprastai galima uždėti nikelio ir fosforo sluoksnį, kad būtų pasiektas tam tikras laidumas, o tada nikeliu pastorinti dengimo sluoksnį ir padidinti laidumą. Tačiau reikėtų atkreipti dėmesį, kad pats deimanto paviršius neturi katalizinio aktyvaus centro, todėl prieš cheminį dengimą jį reikia iš anksto apdoroti.
informaciniai dokumentai:
Liu Han. Dirbtinių deimantų mikromiltelių paviršiaus dengimo technologijos ir kokybės tyrimas [D]. Džongyuano technologijos institutas.
Yang Biao, Yang Jun ir Yuan Guangsheng. Deimantų paviršiaus dangos išankstinio apdorojimo proceso tyrimas [J]. Erdvės standartizavimas.
Li Jinghua. Dirbtinių deimantų mikromiltelių, naudojamų vieliniam pjūklui, paviršiaus modifikavimo ir taikymo tyrimai [D]. Džongyuano technologijos institutas.
Fang Lili, Zheng Lian, Wu Yanfei ir kt. Dirbtinio deimanto paviršiaus cheminio nikelio dengimo procesas [J]. IOL žurnalas.
Šis straipsnis perspausdintas itin kietų medžiagų tinkle.
Įrašo laikas: 2025 m. kovo 13 d.




